


In the food manufacturing industry, supplier management is crucial in ensuring the quality, safety, and consistency of the products that reach consumers. The process involves selecting, evaluating, and maintaining relationships with suppliers who provide raw materials, ingredients, or services essential for food production. Supplier management operates within the broader framework of supply chain management, integrating strategic sourcing to ensure consistent quality and supply while optimizing supplier relationships and reducing risks across the entire supply network.
Effective supplier management is not just about cost efficiency; it is a fundamental aspect of food safety, regulatory compliance, and business sustainability. Organizations that excel in supplier management can achieve substantial cost savings or value creation by negotiating volume discounts and favorable payment terms.
This article explores the importance of supplier management, outlines its process, and highlights how advanced tools can revolutionize supplier oversight and enhance food safety practices in the manufacturing industry.
Key Takeaways
- Supplier management is essential for maintaining product quality, safety, and regulatory compliance in the food manufacturing industry.
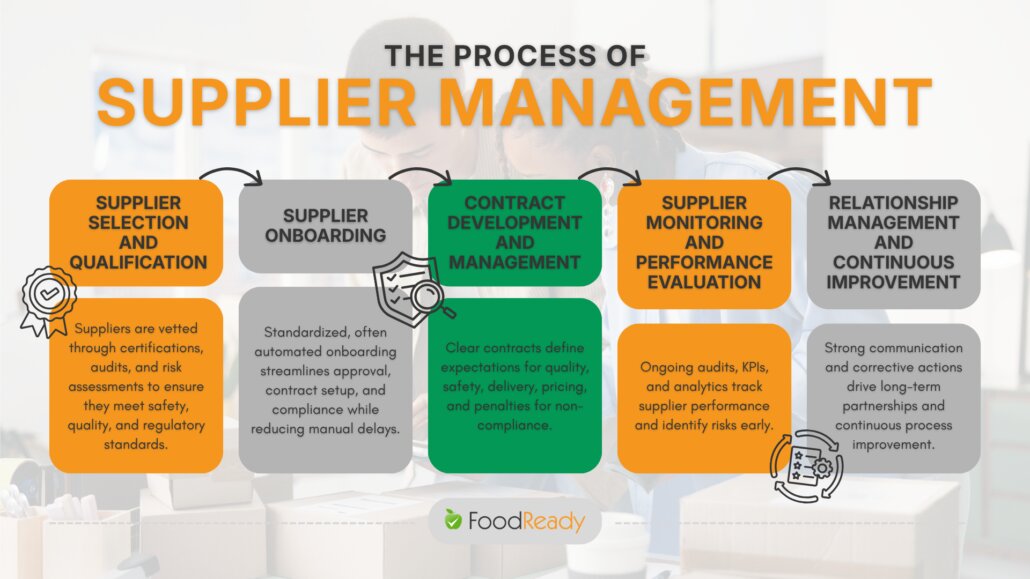
- It involves a structured process including supplier selection, onboarding, qualification, contract development, monitoring, and relationship management.
- Effective supplier management reduces risks such as supply chain disruptions, contamination, and compliance violations.
- Leveraging technology like centralized supplier management systems and AI-powered tools enhances efficiency, transparency, and risk mitigation.
- Building strong, collaborative supplier relationships fosters innovation, cost savings, and supply chain resilience.
Introduction to Supplier Management
Have you looked at your supplier relationships lately? Let’s face it: managing suppliers isn’t getting any easier. Whether you’re dealing with local vendors, big-name suppliers, or your favorite “one-stop-shop” providers, building a solid procurement strategy while keeping everything running smoothly is pretty challenging. While we all have our go-to suppliers, keeping an open mind and diversifying our supplier base makes managing costs and quality a whole lot easier. You might even surprise yourself by working with someone new who’s absolutely reliable, easy to work with, and cost-effective (not to mention they could become your new favorite partner).
Ok, so supplier relationship management, that’s really where the magic happens, focusing on building those ongoing partnerships that actually deliver value for everyone involved. In today’s crazy interconnected global market, your ability to manage these supplier relationships effectively is more important than ever before. Let’s face it, supply chain disruptions happen (whether it’s political stuff, natural disasters, or new regulations popping up) and they can really mess with your organization’s ability to deliver what customers need reliably. By staying on top of supplier performance and keeping those relationships strong and ongoing, companies can dodge risks, keep the business running smoothly, and make sure goods and services keep flowing to customers without a hitch.
Why Supplier Management Is Important?
Suppliers are the foundation of the food production process. The quality and safety of raw materials directly affect the final product. Poor supplier practices can lead to contamination, non-standard ingredients, and even food-borne illnesses.
As a result, consumer health and brand reputation are at risk. Additionally, food manufacturers must adhere to strict regulatory standards set by the FDA, USDA, and FSMA.
Following these requirements reduces the risk of violations and penalties. Proactive supplier management reduces inefficiencies in purchasing and inventory management. Working with reliable suppliers reduces waste, delays, and production disruptions, ultimately saving costs.
In addition, supply chain disruptions, such as component recalls and inconsistent quality, can have significant economic and reputational impacts. Supplier management reduces these risks by ensuring transparency and accountability throughout the supply chain, including distribution and storage best practices.
Addressing supply chain risks is essential for building resilient supply chains and achieving supply chain resilience. Effective risk management in supplier management helps organizations proactively assess vulnerabilities, monitor global risks, and plan for alternative scenarios. In fact, 87% of supply chain leaders cite risk reduction as their main goal for investing in supplier management. Maintaining a diverse supplier base and avoiding reliance on a single supplier protects operations from disruptions if a key vendor fails or global conditions shift unexpectedly. Identifying alternative suppliers and maintaining a pool of trusted backup suppliers further strengthens disruption preparedness and supports operational continuity.
Modern consumers value durability. Collaborating with suppliers that value ethical practices, environmental management, and social responsibility helps food manufacturers meet their sustainability goals and attract environmentally conscious consumers.
The Supplier Management Process
Effective supplier management requires a structured approach that combines various steps to ensure reliability and regulatory compliance.
Supplier Selection and Qualification
The process begins with supplier selection by identifying suppliers that meet quality, safety, and regulatory standards. Potential suppliers’ history, certifications, and market reputation are assessed through research. A detailed request for proposals (RFP) helps evaluate capabilities and pricing, as well as site visits to review facilities, processes, and hygiene practices.
Suppliers undergo a qualification process that includes verifying certifications such as HACCP, ISO 22000, or SQF. Component samples are analyzed to verify quality and safety. Risk is assessed based on factors such as geographic location, supply chain complexity, and past performance.
Supplier Onboarding
Supplier onboarding is a key component of supplier management activities. Standardized, automated onboarding processes enable organizations to quickly approve potential suppliers and ensure compliance. Smooth supplier onboarding includes finalizing pricing and terms, signing contracts that stipulate SLAs and KPIs, and setting up accounts for various tech platforms.
When handled manually, the supplier onboarding process can take as long as six months due to the collection of important details such as bank account information and tax documents. Automated supplier onboarding can significantly reduce this time by managing document collection, tax ID verification, and insurance validation without manual intervention.
A centralized supplier management system can help standardize and automate the supplier qualification and onboarding process, streamlining the vetting of new vendors and supporting supplier information management throughout the supplier lifecycle.
Contract Development and Management
After qualification, suppliers are integrated into operations by developing contracts that set clear expectations. These contracts describe product requirements, quality and safety standards, delivery periods, price structures, and penalties for non-compliance.
Supplier Monitoring and Performance Evaluation
Audits play a crucial role in ensuring that necessary standards are consistently upheld. Regular inspections and supplier audits ensure compliance with safety, quality, and delivery standards. Defining measurable key performance indicators (KPIs) that align with broader business objectives and utilizing supplier scorecards to track metrics such as delivery times and quality standards are key components of effective supplier lifecycle management.
Procurement teams should evaluate potential partners based on quality, reliability, and financial stability, not just cost. Regular performance monitoring helps identify issues early on, minimizing risks and costs associated with bottlenecks or quality problems. Advanced analytics provide valuable insights into supplier performance, helping organizations stay ahead of potential disruptions and improve decision-making.
Relationship Management and Continuous Improvement
Building strong relationships through relationship management promotes collaboration and trust. Regular communication, feedback, and collaborative problem-solving are key to long-term partnerships. Corrective action and continuous improvement are essential when problems arise, including identifying root causes, taking corrective measures, and improving supplier management strategies to prevent recurrence.
Challenges in Supplier Management
Supplier management faces several challenges that require practical solutions. Global supply chains are often complex and involve many intermediaries, increasing the risk of miscommunication and inconsistent quality. Tracking regulatory changes in different regions can be challenging, making compliance difficult.
Supplier risk is a critical concern, and organizations must proactively identify and monitor risks such as unethical practices or financial instability. Regular risk assessments that consider data points like compliance, financial stability, and operational reliability are crucial for proactive supplier risk management. Automated supplier risk monitoring enables organizations to spot early warning signs, such as financial instability or ESG violations, and address them before they escalate. According to The Hackett Group’s 2024 study, chief procurement officers prioritize strengthening third-party risk management visibility as a key goal in supplier management.
Managing large amounts of supplier data, such as certifications, inspection reports, and performance indicators, can be overwhelming and time-consuming. Some suppliers may resist inspections.
Corrective actions or procedure changes complicate management efforts in emergencies such as natural disasters. Political problems and epidemics can disrupt supply chains, requiring businesses to adapt quickly and ensure continuity. It is essential to develop comprehensive contingency plans that address supply chain disruptions caused by emergencies, weather events, or regional challenges. Data analytics plays a vital role in monitoring and improving supplier performance and risk management, enabling companies to generate actionable insights and support strategic decision-making.
Key Features of Effective Supplier Management
Effective supplier management is essential to maintaining quality and compliance and promoting strong cooperation in the food production industry. Identifying and managing key suppliers within your broader supplier network is crucial for risk mitigation, operational agility, and value creation. By categorizing suppliers based on their risk and importance, you can apply appropriate management strategies to optimize your supplier network and enhance operational efficiency. The following key features help ensure successful supplier management:
Supplier Qualifications and Getting Started
A rigorous qualification process, including certificate verification, sample testing, and risk assessment, ensures suppliers meet required standards before becoming partners. A structured onboarding process creates clear expectations and promotes alignment.
Transparent Communication
Open and regular communication between manufacturers and suppliers helps resolve concerns quickly, facilitate collaboration, and build trust. Clear documentation of agreements and updates is essential to maintaining transparency.
Monitoring Supplier Performance and Checking Efficiency
Regular inspections and supplier audits ensure compliance with safety, quality, and delivery standards, monitoring key performance indicators such as on-time delivery and error rates. Quality control is a crucial aspect of supplier management, as close supplier relationships typically ensure better quality control, leading to improved product quality and consistency and reducing defects and customer complaints. It helps identify areas for improvement.
Centralized Data Management
This feature is especially useful in managing complex supply chains, increasing access and efficiency by maintaining an organized and centralized database for supplier information, certifications, inspection reports, and performance indicators.
Automatic Compliance Verification
Automated tools help track suppliers’ compliance with industry standards and regulatory requirements by sending renewal or update notifications. This reduces the risk of non-compliance and saves time.
Risk Reduction and Emergency Planning
Effective supplier management includes identifying and managing potential risks, such as supply chain disruptions, inconsistent quality, or recalls. Proactive emergency planning helps ensure business continuity during emergencies. Developing contingency plans that address supply chain disruptions caused by emergencies, weather events, or regional challenges is essential. Additionally, developing programs that reward high-performing suppliers with incentives such as preferred status or increased order volumes can further strengthen supplier relationships and performance.
Integration with Food Safety Protocols
Integrating supplier management with food safety systems such as HACCP, FSMA, or ISO standards helps ensure an integrated approach to maintaining quality and safety throughout the supply chain.
Using Technology
Advanced software solutions like FoodReady make supplier management easier by centralizing data, automating operations, and providing real-time tracking and analysis. By incorporating smart supplier management and vendor management capabilities, these platforms leverage technology to optimize supplier relationships, streamline procurement processes, and mitigate supply chain risks. Data analytics tools within these solutions enable companies to monitor supplier performance, automate data collection, and generate actionable insights for strategic decision-making. According to a Wharton School survey, 94% of procurement professionals now use AI at least once a week to streamline tasks and surface insights. Companies leveraging AI-powered procurement tools are already seeing 15–45% savings in procurement costs, while their competitors struggle with spreadsheet chaos and manual processes. These tools reduce manual effort and improve decision-making.
Focus on Sustainability
Collaborating with suppliers that align with sustainability goals, such as ethical sourcing, reducing environmental impact, and social responsibility, helps manufacturers attract environmentally conscious customers.
Continuous Improvement
Supplier management is an ongoing process that requires constant feedback, corrective action, and strategy updates. Continuous improvement ensures compliance with evolving business requirements and regulations.
How Can FoodReady Help Enhance Supplier Management?
Integrating technology into supplier management simplifies the process and effectively addresses common challenges. FoodReady offers a centralized platform to manage supplier data, including certificates, compliance documents, contact details, communication history, and performance indicators. By unifying supplier information, contracts, and performance history in one system, businesses can streamline oversight and documentation while eliminating inefficiencies from spreadsheets or paper-based methods. The software also sends notifications for renewals or updates to ensure critical documents are never missed.
FoodReady integrates with ERP systems to oversee all aspects of supplier relationships, from onboarding and contract management to performance monitoring and risk assessment. Its real-time monitoring capabilities identify potential issues early, providing valuable insights into supplier health, financial stability, and operational risks. This supports data-driven decisions and fosters strategic, collaborative partnerships. Effective supplier management with FoodReady enhances compliance, reduces risks, and strengthens the supply chain, enabling manufacturers to deliver safe, high-quality products consistently.
Ready to simplify supplier management?
Start with FoodReady today.

Conclusion
In the food manufacturing industry, strong supplier management is essential for ensuring product quality, safety, and regulatory compliance. Leveraging advanced tools like FoodReady empowers businesses to optimize supplier collaboration, streamline processes, and proactively manage risks. By investing in a robust supplier management system, manufacturers can build resilient supply chains, enhance brand reputation, and maintain long-term success in a competitive market.
Frequently Asked Questions
Supplier management refers to the process of selecting, evaluating, and maintaining relationships with suppliers to ensure they meet quality, safety, and regulatory standards. It is critical to ensure the quality of raw materials and the consistency of final products.
Suppliers are the foundation of the food production process. Effective supplier management ensures that raw materials meet quality and safety standards, reducing contamination, foodborne illness, and damage to brand reputation.
Supplier management helps manufacturers comply with food safety regulations and international standards, such as the FDA, USDA, and FSMA. It also helps ensure suppliers meet required certifications and maintain regulatory compliance, reducing the risk of fines and violations.
In general, the supplier management process includes:
– Supplier Selection: Identification of suppliers that meet safety and quality requirements.
– Supplier Qualifications: Certification verification, sample test, risk assessment.
– Contract Development: To set clear expectations through detailed contracts.
– Supplier Monitoring: Conduct audits and performance reviews.
– Relationship Management: Maintain effective communication and collaboration.
– Corrective Actions: Continuous process improvement by resolving problems.






